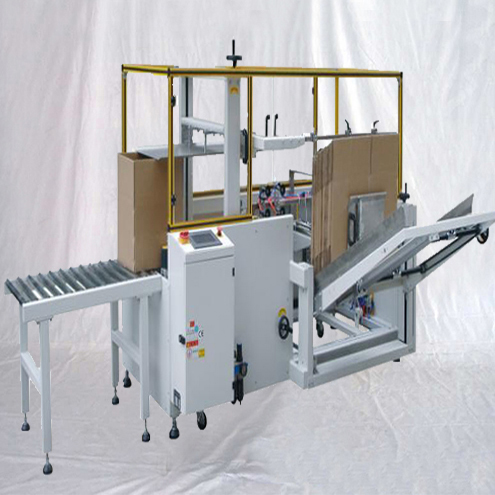
- معدات تغليف الكرتون الأوتوماتيكية
- الجهد (فولت/هرتز): تيار متردد 220/50
- الطاقة (واط): 220
- ضغط الغاز (ميجا باسكال): 6-7 كجم
- الحد الأقصى لحجم الكرتون (عرض × ارتفاع) (مم): 500*400*400 مم
- الحد الأدنى لحجم الكرتون (عرض × ارتفاع) (مم): 250*150*100 مم
- سرعة التسجيل (م/دقيقة): 24
- شريط لاصق: شريط لاصق BOPP مقاوم للماء أو شريط لاصق PVC مستعمل
- ارتفاع الطاولة (مم): 600 مم
- عرض الشريط اللاصق (مم): 60 (سيكون هناك بعض التغيير في الحد الأدنى لحجم الكرتون إذا كنت تستخدم الشريط بعرض 48 مم أو 76 مم)
- الأبعاد الخارجية (الطول × العرض × الارتفاع) (مم): 2000*1900*1450 مم
- الوزن الصافي (كجم): 480 كجم
تتميز الماكينة بسهولة تشغيلها وصيانتها بفضل هيكلها البسيط وجودتها العالية، مما يجعلها تستخدم على نطاق واسع في مختلف الصناعات.
احتياطات السلامة
1. يجب على المشغل وموظفي الصيانة قراءة دليل التشغيل بعناية قبل تشغيل وصيانة هذه الآلة.
2. يجب على المشغل الابتعاد عن اللوحة القابلة للطي الخلفية لتجنب الإصابة.
3. يجب إيقاف تشغيل الطاقة والغاز عند تركيب الشريط وإجراء الصيانة اليومية.
4. يمكن فقط للموظفين المدربين تشغيل الماكينة.
الأداء / المميزات

سهولة التشغيل، يمكن استخدام الماكينة بشكل فردي أو دمجها مع خط التعبئة والتغليف.
تخزين عمودي، يمكن إضافة الكراتين في أي وقت دون إيقاف الماكينة.
مناسبة لتشكيل وختم الصناديق من نفس الحجم.
تعديل يدوي لتغيير أحجام الكرتون (الانتهاء في 2-3 دقائق).
نظام التحكم المتقدم في الحث الكهروضوئي.
تم تصميمها بشكل عقلاني، حيث تتم عملية التشكيل والطي والختم في وقت واحد.
نظام أمان القاطع لمنع تعرض اليدين للطعن بواسطة القاطع.
مصنوعة من مواد متينة، مصنوعة من الفولاذ والفولاذ المقاوم للصدأ.
مجهزة بنظام PLC، مما يوفر العمالة وسهل التشغيل.
تم اعتماد التكنولوجيا المتقدمة الدولية، مع الأجزاء المستوردة والمكونات الكهربائية، هذه الآلة لديها أداء مستقر وعمر طويل.
خيارات آلة تعبئة وتركيب الكرتون:

- نسخة الفولاذ المقاوم للصدأ؛
- نوع الختم بالغراء الساخن
- اليد اليمنى أو اليد اليسرى؛
- لون الماكينة المحدد
- العلامة التجارية المحددة للعناصر الهوائية والكهربائية
- فتح إنذار حارس الأمان، وظيفة إيقاف الماكينة
- عزل الخزانة الكهربائية
- رأس شريط 2 و 3 بوصة؛
- التحكم في الجهد المنخفض 24 فولت
خط إنتاج أوتوماتيكي بالكامل لآلات رفع وتغليف الكرتون وإغلاق الجزء العلوي:

المعلمة الأساسية


| الجهد (فولت/هرتز) | تيار متردد 220/50 (يمكن تعديله باستخدام مصدر الطاقة الأمريكي) |
| القدرة (واط) | 220 |
| ضغط الغاز (ميجا باسكال) | 6-7 كجم |
| الحد الأقصى لحجم الكرتون (عرض × ارتفاع) (مم) | 500*400*400 مم |
| الحد الأدنى لحجم الكرتون (عرض×ارتفاع) (مم) | 250*150*100 مم |
| سرعة التسجيل (م/دقيقة) | 24 |
| شريط لاصق مستعمل | شريط لاصق BOPP الخالي من الماء شريط لاصق PVC |
| ارتفاع الطاولة (مم) | 600 ملم |
| عرض الشريط اللاصق (مم) | 60 (سيكون هناك بعض التغيير في الحد الأدنى لحجم الكرتون إذا كنت تستخدم الشريط بعرض 48 مم أو 76 مم) |
| الأبعاد الخارجية (الطول × العرض × الارتفاع) (مم) | 2000*1900*1450 مم |
| الوزن الصافي (كجم) | 480كجم |
رسم توضيحي لآلة تركيب الكرتون
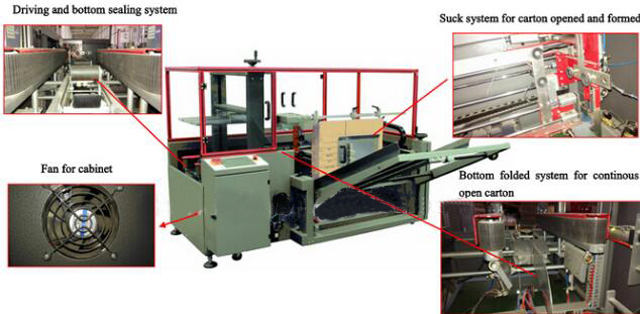
الأعطال والحلول في معدات إغلاق الجزء السفلي من تركيب الكرتون:
| عطل في مانع التسرب وحل المشكلة | |||
| رقم | عطل | سبب محتمل | حل |
| 1 | لا يمكن قطع الشريط اللاصق | رقعة المثقب ليست حادة بالقدر الكافي. يتم انسداد سن المثقب بواسطة الرابط. | تغيير رقعة المخرطة غسل رقعة المخرطة |
| 2 | يوجد ذيل بعد قطع الشريط اللاصق. | رقعة المخرطة ليست حادة بدرجة كافية. يوجد ساق على مقعد المخرطة. زنبرك السحب فضفاض للغاية. | تحقق مما إذا كان الصامولة الموجودة على مقعد المخرطة فضفاضة للغاية أم لا. قم بتزييت الصامولة إذا لزم الأمر. |
| 3 | لا يمكن لشريط اللاصق أن يلتصق بالكرتون بشكل كامل. | الزنبرك الرئيسي فضفاض للغاية ويوجد غراء على محور الأسطوانة. الشريط اللاصق غير مؤهل | اضبط شد الزنبرك الرئيسي ونظف الأسطوانة. قم بتغيير الشريط اللاصق |
| 4 | تم قفل الكرتون في منتصف الطريق. | الجوز الموجود على عجلة اللصق محكم للغاية، وتعديل ارتفاع خط نقل الكرتون غير مناسب، والزنبرك الرئيسي محكم للغاية. | قم بفك عجلة اللصق، وضبط الصمولة، وإعادة ضبط الارتفاع وفك الزنبرك الرئيسي. |
| 5 | يتم قطع الشريط اللاصق أثناء عملية الختم. | تبرز رقعة المخرطة بشكل مفرط. | خفض مكان رقعة المخرطة. |
| 6 | غالبا ما يكون الشريط اللاصق خارج المسار. | ضغط الأسطوانة التوجيهية على الكرتون ليس متساويًا. | أعد ضبط مساحة الأسطوانة التوجيهية. |
| 7 | الشريط اللاصق ليس على الخط المركزي. | تم كسر العجلة المضادة للرجوع. | تغيير مضاد التراجع. |
| 8 | هناك خلل أثناء عملية الختم. | يوجد غبار على مقعد المحور. | قم بتنظيف مقعد المحور وتزييته. |
| 9 | يوجد نتوء قبل الختم وغطاء بعد الختم. | تختلف سرعة الأشرطة المختلفة، والكرتون ليس في المكان المناسب عند الدفع داخل الماكينة. | قم بضبط سحب كل خط نقل ليكون متسقًا حتى يمكن وضع الكرتون في المكان الصحيح. |
| 10 | يوجد ستائر بعد الختم | ضغط الشريط اللاصق كبير جدًا | |

قد يعجبك
 آلات تعبئة وختم الأنابيب المعدنية القابلة للطي المصنوعة من الألومنيوم شبه الأوتوماتيكية
آلات تعبئة وختم الأنابيب المعدنية القابلة للطي المصنوعة من الألومنيوم شبه الأوتوماتيكية- آلة تعبئة وخلط صلصة الفلفل نصف أوتوماتيكية ذات فوهتين
- آلة تعبئة وتغطية زجاجات الزيت السائل للسجائر الإلكترونية أوتوماتيكيًا
- ماكينة تعبئة خطية أوتوماتيكية ذات 10 رؤوس تعمل بالجاذبية
- معدات مانع التسرب الكهربائي الأوتوماتيكي لرقائق الألومنيوم والمغنيسيوم
- ماكينة تغليف زجاجات زجاجية نصف أوتوماتيكية بأغطية معدنية من الألومنيوم
- آلة وضع ملصقات العلم نصف أوتوماتيكية لتغليف أغذية الحيوانات الأليفة وعظام الكلاب
- آلة تجميع وتعبئة وتغطية الحقن المملوءة مسبقًا للأدوية
- آلة تعبئة وتغطية وتغليف زيت السجائر الإلكترونية السائلة الإلكترونية
- خط تعبئة وتغليف وتسمية زجاجات مستحضرات التجميل الصغيرة الأوتوماتيكية









